![]()
Hằn lún mặt đường tại Việt Nam
Vấn đề hằn lún mặt đường tại Việt Nam
(Tái bản này đã được trình bày tại hội thảo giữa trường ĐH GTVT và ĐH Kyoto
tổ chức tại trường ĐH GTVT)
October 6, 2015
Dr. Hiromitsu NAKANISHI
TAIYU Kensetsu Co., Ltd
Bối cảnh.
Ở Việt Nam gần đây vấn đề hằn lún đang trở nên rất nghiêm trọng cùng với việc phải gia tăng bảo trì bảo dưỡng trên các tuyến đường quốc lộ. Hơn nữa vấn đề hằn lún còn phát sinh rất sớm ngay sau khi thi công, hiện nay để làm rõ các nguyên nhân và đưa ra được giải pháp đang là vấn đề cấp bách với các trường đại học, chính phủ và các công ty thi công. Đặc biệt Bộ GTVT đang rất nỗ lực giải quyết vấn đề này.
Tuy nhiên các vấn đề tôi muốn tìm hiểu ở đây là.
(1) Theo tôi được biết, cách đây khoản 3 năm trên quốc lộ 1 rất ít nhìn thấy hằn lún vệt bánh xe nhưng lại có rất nhiều khu vực nứt và ổ gà, tại sao gần đây mặt đường lại có vấn đề với vệt hằn lún bánh xe?
(2) Thậm chí ở cùng một công trình và thậm chí trên cùng một làn có một vài vị trí xảy ra hiện tượng hằn lún trong khi các phần khác thì vẫn tốt. Điều này không thể giải thích là do xe tải trọng cao hay do nhiệt độ nóng.
(3) Ở Việt Nam không có xu hướng phát triển chung cho các vị trí bị hằn lún, mặc dù ở Nhật Bản hằn lún thường xảy ra ở trước các nút giao. Ở Việt Nam một số hằn lún nghiêm trọng xảy ra ngay cả ở làn xe vượt, tại sao như vậy?
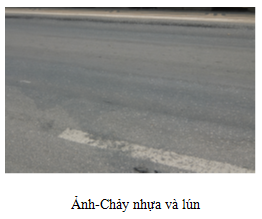
(4) Ngay sau khi thi công, thì phát sinh hiện tượng chảy và đùn nhựa. Hiện tượng nhựa chảy và bị đùn như thế này là rất nghiêm trọng. Điều này có nghĩa là VFA (độ rỗng lấp đầy nhựa) trở nên lớn hơn. Tuy nhiên lại có các vị trí khác rất tốt và không xảy ra hiện tượng chảy và đùn nhựa trên cùng một làn xe. Quá trình phát triển hằn lún ở Việt nam rất đặc trưng. và hầu hết quá trình phát triển này giống nhau, đó là hằn lún kèm theo chảy nhựa. Nhìn chung Lún vệt bánh xe thì không phải lúc nào cũng kèm theo chảy nhựa. Tại sao hiện tượng Lún vệt bánh xe ở Việt Nam lại như vậy?
(5) Lún vệt bánh xe hầu như phát sinh ở bất cứ nơi nào ở Việt Nam, miền bắc, miền trung và miền nam. Điều này có nghĩa là Lún vệt bánh xe thì không phụ thuộc vào loại đá như đá vôi, granite và đá basalt. nó có thể do cách thiết kế hỗn hợp BTN.
Dựa trên những hiểu biết đề cập bên trên, tôi chắc rằng bản thân hỗn hợp BTN đã có vấn đề không tốt.
Báo cáo này về cơ bản dựa trên nội dung tôi đã trình bày trong buổi hội thảo tổ chức giữa trường ĐH Kyoto và ĐH GTVT vào ngày 23 tháng 10 tại trường Đại học GTVT. và báo cáo này tập trung vào vấn đề Lún vệt bánh xe xảy ra ở Việt Nam.
1. Địa lý tại Viet nam
Yếu tố ảnh hưởng trực tiếp đến Vệt hằn lún là Nhiệt độ mặt đường, số lượng phương tiện và tải trong bánh xe. Mặc dù không có thông tin về lưu lượng và tải trọng bánh xe, điều này có thể không phải là yếu tố trực tiếp gây nên hiện tượng Lún vệt bánh xe bởi vì có một số vị trí lún và một số vị trí không bị lún thậm chí trên cùng một làn xe.
Số liệu nhiệt độ các nước ở ASEAN được chỉ ra ở hình 1.2

Theo hình-1 và 2, nhiệt độ không khí ở Việt Nam không thường xuyên cao hơn các nước khác ở ASEAN, Nhiệt độ không khí ở Hà Nội khá thấp so với các nước ASEAN. Tuy nhiên theo tôi được biết, tôi chưa nghe đến hiện tượng lún vệt báh xe xảy ra nghiêm trọng ở các nước khác. Đo đó các yếu tố bên ngoài như tải trọng xe hay nhiệt độ không phải là nguyên nhân đặc biệt, như kết quả phân tích tôi có thể hiểu được rằng, có một nguyên nhân gây ra Lún vệt bánh xe ở VIệt Nam đó là yếu tố bên trong bản thân hỗn hợp BTN.
2. Quá trình phát triển Lún vệt bánh xe ở Việt Nam
(1) Giai đoạn-1
Đây là ảnh tôi chụp tại tuyến Pháp Vân – Cầu Giẽ, mặc dù tuyến đường này mới được hoàn thành, chảy nhựa đã xuất hiện trên làn xe chạy trong khi làn xe vượt thì không xuất hiện.
Hiện tượng chảy và đùn nhựa nghĩa là VFA (độ rỗng lấp đầy nhựa) đang tăng lên. VFA tăng lên có nghĩa là VMA (Độ rỗng cốt liệu) bị nhỏ đi bởi vì hàm lượng nhựa đường là không thay đổi.

(2) Giai đoạn-2
Đây là hình ảnh giai đoạn 2, trong giai đoạn 2, hiện tượng chảy và đùn nhựa nhiều hơn, hiện tượng
lún vệt bánh xe bắt đầu xuất hiện, Quá trình phát triển vệt hằn lún đi kèm với hiện tượng chảy và đùn nhựa đang diễn ra tại Việt Nam.
(3) Giai đoạn-3
Hình -3 là hình ảnh mặt cầu ThanhTrì. Giai đoạn 3 này, trong hoàn cảnh độ rỗng dư hầu như là về 0% và VFA gần như 100%, do vậy cho dù sử dụng một số loại nhựa cải thiện cho mặt BTN này thì khung cốt liệu làm việc cũng không hiệu quả trong tình huống này.

Ở đây đưa ra quá trình lún vệt bánh xe(4) Quá trình phát triển Lún vệt bánh xe
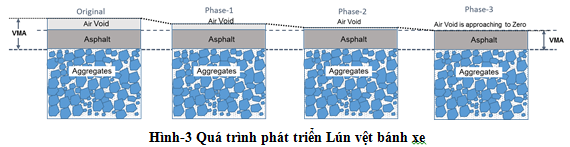
Giai đoạn -3 là giai đoạn cuối cùng và giai đoạn xấu nhất. độ rỗng cốt liệu đã bị lấp đầy bằng nhựa đường. liên kết giữa đá với đá bị mất dần, điều này có nghĩa khung cốt liệu không còn được như mong đợi. Hình 3 cho thấy độ rỗng dư nhỏ dần. Đối với các hiện tượng xảy ra thực tế trên hiện trường nó có thể là chính xác, nhưng nó không phải là nguyên nhân trực tiếp gây ra VMA nhỏ là do tải trọng xe. Chúng ta cần hiểu rằng trước hết VMA nhỏ và VFA trở nên lớn hơn và sau đó là chảy và đùn nhựa như kết quả đưa ra. VMA nhỏ ngay từ ban đầu là nguyên nhân chủ yếu của hiện tượng Lún vệt bánh xe phát sinh ngay sau khi thi công ở Việt Nam.
Do đó, quan trọng là chúng ta phải xem xét tại sao VMA lại nhỏ và làm cách nào chúng ta có thể cải thiện vấn đề này để giải quyết hiện tượng Lún vệt bánh xe.
3. Tiêu chuẩn BTN nóng
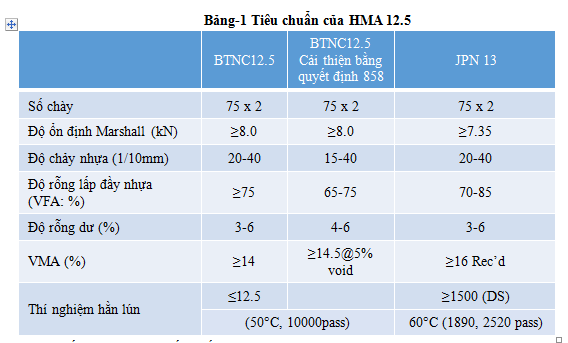
Tôi sẽ so sánh tiêu chuẩn của 3 loại BTN đó là BTNC, BTNC cải thiện bằng quyết định 858 và JPN13 (BTNC nhật bản)
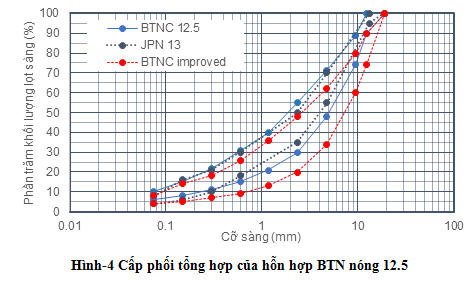
Thứ nhất là đường bao cấp phối của BTNC12.5, thứ 2 là BTNC 12.5 được cải thiện bởi quyết định 858, và JPN13, Đường bao cấp phối của BTNC12.5 được cải thiện bởi quyết định 858 là thô nhất, đường bao cấp phối của BTNC 12.5 và JPN13 giống nhau.
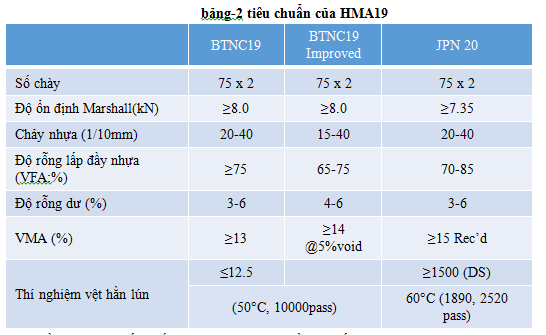
Tiếp theo tôi so sánh tiêu chuẩn của mỗi hỗn hợp BTN, hầu hết chỉ tiêu của 3 loại hỗn hợp là như nhau. Tuy nhiên chúng ta cần tập trung vào VFA và VMA của mỗi hỗn hợp. Tiêu chuẩn VFA của BTNC12.5 theo quyết định 858 nhỏ hơn VFA của BTNC 12.5. Độ rỗng cốt liệu ở Việt Nam (VMA) vẫn nhỏ hơn ở Nhật Bản.
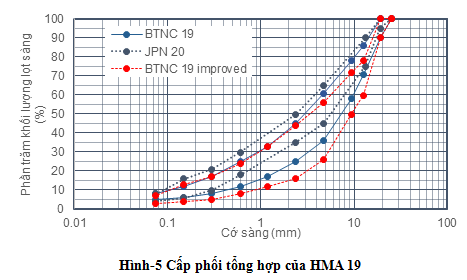
Nói về đường bao cấp phối, BTNC19 cải thiện bằng quyết định 858 thì thô hơn so với BTNC 19 thường và JPN20.
Về tiêu chuẩn đối với từng hỗn hợp BTN nong, chúng tôi tập trung vào VFA và VMA, Chúng ta có thể kiểm soát VFA bằng cách thay đổi hàm lượng nhựa, nhưng chúng ta không thể thay đổi VMA vì VMA phụ thuộc và thành phần cấp phối của cốt liệu sử dụng.
Cho dù VMA của BTNC19 cải thiện bằng quyết định 858 là 14% hoặc lớn hơn, nhưng vẫn nhỏ hơn VMA của Nhật bản. và sự khác nhau ở đây là 1 đến 2%. nhưng sự khác nhau này lại rất quan trọng. Tôi sẽ chứng minh rằng có một mối liên hệ quan trọng giữa Lún vệt bánh xe với VMA. Theo kinh nghiệm ở Nhật bản. VMA ở nhật khoảng 16% đến 17%
4.Chúng ta hãy cùng xem xét VMA
(1) Các bạn nghĩ điều gì sẽ xảy ra khi VMA nhỏ?
Trước tiện, hàm lượng nhựa tối ưu có khuynh hướng giảm, nhìm vào hàm lượng nhựa đường tối ưu ở Việt Nam tương ứng với VMA khoảng 14% là khoảng 4,5%. trong khi so sánh với hàm lượng nhựa tối ưu ở Nhật Bản tương ứng với VMA 17% khoảng 5% đến 5.5%. Giảm hàm lượng nhựa tối ưu có thể có lợi về mặt kinh tế, và có thể đóng góp cải thiện hằn lún trong giai đoạn đầu. Tuy nhiên sẽ có rủi do là nứt hoặc ổ gà sẽ phát sinh. Cũng giống như trên quốc lộ 1 trước khi bảo dưỡng.
Thứ 2, VFA dễ bị tác động, dễ bị tăng lên khi VMA nhỏ, VMA là khoảng trống mà ở đó nhựa đường có thể tồn tại, do đó trong trường hợp VMA nhỏ, nếu nó bị nhỏ hơn do tác động của tải trọng, VFA sẽ tăng rất nhạy, như kết quả, thì chảy và đùn nhựa sẽ xuất hiện, và hằn lún vệt bánh xe dễ dàng xuất hiện.
(2) Các bạn nghĩ tại sao VMA ở Việt Nam có khuynh hướng nhỏ?
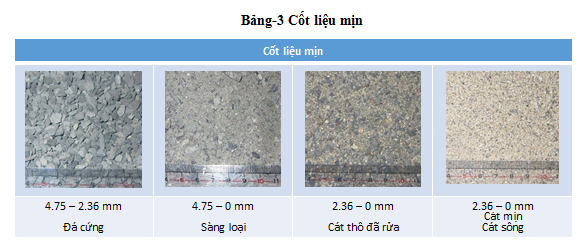
Ảnh hưởng của cốt liệu sử dụng là rất lớn, tôi nghĩ việc sử dụng vật liệu sàng loại (Screenings-đá mạt), bụi là nguyên nhân chính. Mặc dù ở Nhật Bản chúng tôi cũng sử dụng sàng loại (Đá mạt) như là một loại cốt liệu mịn, nhưng chúng tôi rất ít khi dùng chỉ một loại này mà dùng kết hợp cùng với các loại cốt liệu mịn khác như cát núi, cát sông, cát xay, xỉ và cốt liệu tái chế.
Tôi chắc chắn VMA sẽ nhỏ đi khi chỉ sử dụng sàng loại (Đá mạt) làm cốt liệu mịn, Ở Việt Nam chỉ dùng sàng loại 0 mm đến 4.75mm làm cho vấn đề xấu hơn, bên cạnh đó ở Nhật bản dùng sàng loại với cỡ sàng 0mm đến 2.36mm
5.Tình hình sản xuất của hỗn hợp Bê tông nhựa nóng.
Đá gốc được nghiền, xay tại mỏ đá, nhìn chung cốt liệu được phân loại ra từng cỡ hạt và chúng được đưa về trạm Bê tông nhựa để sử dụng, điều này có nghĩa các loại vật liệu sử dụng tại trạm trộn có cùng đá gốc nên hỗn hợp BTN có khuynh hướng dễ bị nén lại và gây ra VMA nhỏ.
6. So sánh HMA của Việt Nam và Nhật Bản.
Ở Việt Nam dùng phổ biến 2 loại BTNC 12.5 và BTNC 19. Còn ở Nhật bản thì sử dụng loại 13 và 20 cho lớp BTN mặt đường. ở đây tôi muốn so sánh BTNC19 và JPN20 cùng là cấp phối chặt
(1) Vật liệu sử dụng
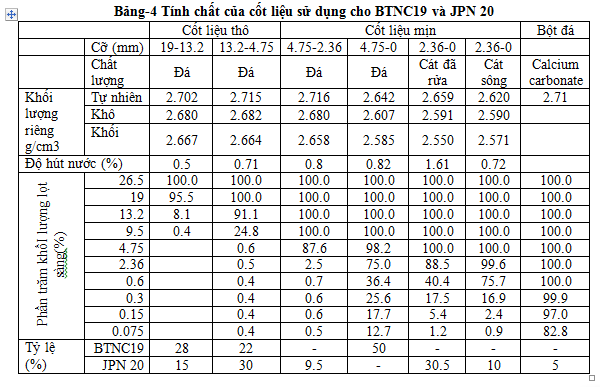
Việc phân loại cỡ hạt cốt liệu giữa Việt Nam và Nhật Bản là khác nhau. Đó là, Ở Việt Nâm cốt liệu lớn hơn 4.75mm được gọi là cốt liệu thô và nhỏ hơn 4.75 được gọi là cốt liệu mịn. Trong khi đo ở Nhật bản đường biên của cốt liệu thô và cốt liệu mịn là 2.36mm. ở đây theo qui định của Việt nam, cốt liệu thô được chỉ ra ở bảng 1,2,3. Những cốt liệu này được làm ở Nhật bản với phương pháp đặc biệt nên phù hợp với tiêu chuẩn Việt Nam tờ 0mm đến 4.75mm

(2) Vật liệu sử dụng và tỷ lệ phối trộn BTNC 19 & JPN 20
Cấp phối và khối lượng riêng của mỗi loại cốt liệu được chỉ ra ở bảng 4. Sử dụng cốt liệu này, tỷ lệ phối trộn cho cả 2 loại BTNC19 và JPN20 như thiết kế. Mỗi hỗn hợp thiết kế đều phù hợp với tiêu chuẩn về cấp phối.
BTNC19 sử dụng toàn bộ sàng loại như là cốt liệu mịn. Nhưng sàng loại này quá nhiều hạt mịn calcium carbonate dùng như là bột đá. Trong khi đó tỷ lệ phối trộn JPN20 được chỉ ra ở đây. Một vài loại cốt liệu mịn được sử dụng trong thí nghiệm này.
(3)Ảnh hưởng của tỷ lệ cấp phối hỗn hợp cốt liệu mịn (Screening) tới VMA của HMA
Tôi chắc rằng VMA của HMA phụ thuộc rất nhiều vào hỗn hợp cấu thành nên hỗn hợp BTN nóng (HMA). Bởi vì lỗ rỗng giữa các cốt liệu thô nhìn chung được lấp đầy bởi vữa nhựa.
Ở đây tôi muốn xác nhận lại sự khác nhau của VMA của vữa nhựa sử dụng cho BTNC19 và JPN20. Tỷ lệ phối trộn của hỗn hợp vữa nhựa dựa trên tỷ lệ phối trộn của hỗn hợp BTN nóng (BTNC19) và JPN20, do đó tỷ lệ phối trộn được đưa ra ở bảng 5 và kết quả thí nghiệm cũng được đưa ra ở bảng 5.

VMA của BTNC19 là 18.4% và của JPN20 là 22.8%, sự khác nhay này là khá lớn 4.4%. VFA của BTNC19 là 72.8% và của JPN20 là 56.1% sự khác nhau ở đây là rất lớn 16.7%. Những kết quả này chỉ ra rằng nếu chỉ sử dụng sàng loại như là cốt liệu mịn thì VMA sẽ nhỏ và VFA sẽ lớn hơn khi so sánh với trường hợp sử dụng kết hợp đá mạt với một số loại cốt loại mịn khác.
(4) Thiết kế hỗn hợp Bê tông nhựa nóng (HMA), BTNC 19 và JPN 20
Kết quẩ thí nghiệm Marshall đối với BTNC19 và JPN20 được chỉ ra từ hình-6 ~9.
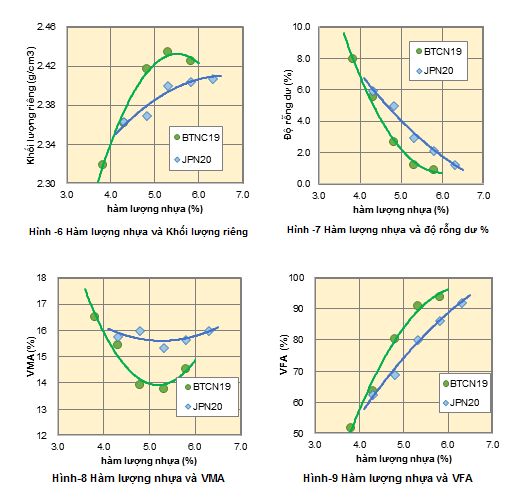
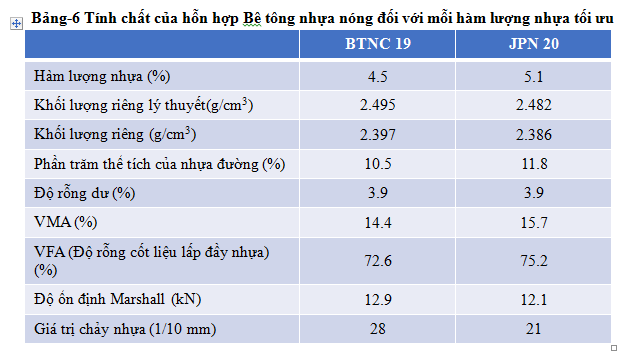
Trước tiên, chúng tôi nhận thấy rằng tất cả các đường cong của BTNC đều dốc hơn so với JPN20, điều này cho thấy rằng hành vi của BTNC19 thay đổi theo hàm lượng nhựa đường nhạy hơn so với JPN20, và điều này có nghĩa là tính chất của BTNC19 thay đổi rất lớn cho dù hàm lượng nhựa đường thay đổi ít. Chúng ta nên tạp trung các dữ liệu vào VMA. Sự khác biệt tuyệt đối VMA của BTNC19 và JPN20 là khoảng 1.5%, thế nhưng VMA của BTNC19 giảm 2.5% khi tăng hàm lượng nhựa đường lên 1%, trong khi đó JPN20 hầu như không thay đổi. Sự khác nhau trong ứng xử của VMA là do sự khác nhau của VMA của hỗn hợp cốt liệu mịn, cũng giống như khuynh hướng trong biểu đồ khối lượng riêng, độ rỗng dư và VFA. Bảng 6 chỉ ra tính chất của mỗi loại bê tông nhựa nóng ứng với mỗi hàm lượng nhựa tối ưu.
Về VMA và VFA, có một số khác biệt giữa BTNC19 và JPN20, nhìn chung tính chất của hỗn hợp BTN sẽ thay đổi sau khi chịu tác dụng của tải trọng của phương tiện giao thông. Để thấy sự thay đổi trong tính chất của hỗn hợp BTN chúng tôi đã tiến hành làm các thí nghiệm tiếp theo.
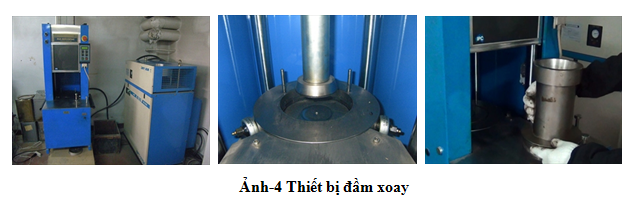
7. Ảnh hưởng của tính chất BTN nóng do tải trọng giao thông bằng thí nghiệm đầm xoay (Đầm hồi chuyển)
(1) Tình hình chung
Thỉnh thoảng chúng tôi thí nghiệm đánh giá sự ảnh hưởng của tải trọng giao thông, như là thí nghiệm Wheel tracking, tuy nhiên thí nghiệm này chuyên về lún vệt bánh xe, đặc biệt là hiện tượng biến dạng dẻo. Hiện nay chúng ta cần nhìn vào sự thay đổi một số tính chất của hỗn hợp BTN nóng khi mà mặt đường BTN đã trở thành mục tiêu của những tải trọng trùng phục. để làm điều này chúng tôi cố gắng sử dụng đầm xoay (đầm hổi chuyển). Đầm hồi chuyển có đặc biệt là sự thay đổi tỷ trọng của hỗn hợp bê tông nhựa nóng có thể nhận được cùng với quá trình đầm hồi chuyển.
(2) Qui trình thí nghiệm
Qui trình thử nghiệm được thực hiện qua các bước sau.
- Sản xuất hỗn hợp BTN ở 165 °C.
- Cho hỗn hợp BTN vào khuôn,
- Đầm hỗn hợp BTN bằng đầm xoay ở 145°C cho đến khi chiều dầy của mẫu thử là 6.35cm.
- Đưa mẫu và khuôn ra khỏi đầ.
- Giữ mẫu thí nghiệm trong khuôn 6 tiếng ở nhiệt độ lớn hơn 60°C
- Đầm lại mẫu (vẫn trong khuôn) bằng đầm xoay ở nhiệt độ 60 °C.
- Ghi lại khối lượng riêng (Chiều cao mẫu) thay đổi ở mỗi mẫu thí nghiệm.
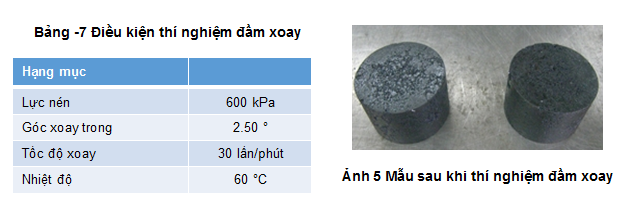
Điều kiện thí nghiệm được chỉ ra ở bảng 7, số đầm xoay bị giới hạn là 500 vòng, do đó chúng tôi đã thực hiện 500 vòng và kết quả được đưa ra hình 10~13.
(3) Kết quả thí nghiệm
Theo tôi được biết, làm thử nghiệm đầm xoay là một cách làm mới
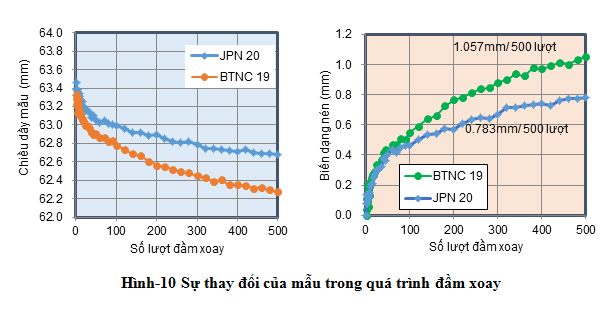
Các số liệu nhận được về sự thay đổi chiều dầy là số liệu ban đầu nhận được sau khi làm thí nghiệm đầm xoay. Đặc biệt bên trái của hình 10 chỉ ra chiều dầy ban đầu của mẫu là 63.46mm đối với JPN20 và 63.33mm đối với BTNC19, sau khi đầm xoay 500 lần chiều dầy của mẫu JPN20 và BTNC19 lần lượt là 62.68mm và 62.27mm. Với kết quả này BTNC19 lún 1.057mm trong khi đó JPN20 lún 0.783mm sau khi đầm xoay 500 lần. áp lực nén là 600Kpa, khoảng 6.12kg/cm2, và tương đương với áp lực bánh xe. Sự khác biệt về nén lún sau khi đầm xoay 500 lần giữa BTNC19 và JPN20 là lớn hơn đáng kể so với dự kiến.
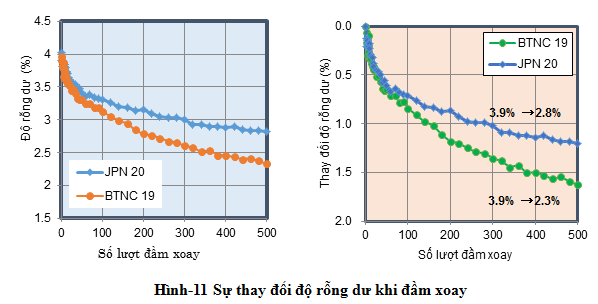
Hình 11 chỉ ra sự thay đổi độ rỗng dư, vấn đề đương nhiên là độ rỗng dư liên quan đến chiều dầy mẫu, Như kết quả, mặc dù độ ỗng dư ban đầu của cả 2 mẫu là 3.9% sau khi làm thí nghiệm đầm xoay thì độ rỗng dư của BTNC19 giảm xuống còn 2.3% trong khi đó độ rỗng dư của JPN 20 giảm xuống còn 2.8%, Chỉ sau 500 lượt đầm xoay độ rỗng dư đã có sự thay đổi lớn như thế này.

Một điều chắc chắn rằng, độ rỗng dư trở nên nhỏ. Nhưng đó chỉ là kết quả của sự suy giảm độ rỗng cốt liệu VMA. Một điều rất quan trọng để hiểu rằng sự thay đổi độ rỗng dư không phải là nguyên nhân mà là kết quả và sự thay đổi độ rỗng cốt liệu, và sự thay đổi độ rỗng cốt liệu không phải là kết quả mà là nguyên nhân. Kết quả của sự suy giảm độ rỗng cốt liệu là sự suy giảm độ rỗng dư.
Độ rỗng cốt liệu ban đầu là khác nhau, BTNC 19 là 14.4% và JPN 20 là 15.7%, Về cơ bản, vấn đề rất quan trọng để xem xét sự khác nhau về độ rỗng cốt liệu ban đầu (VMA) đã tạo ra 2 loại hỗn hợp BTN. Nhưng ở đây chúng tôi đang tập trung vào sự thay đổi VMA sau 500 vòng đầm xoay, VMA của BRNC 19 và JPN 20 đã suy giảm xuống đến 13.0% và 14.8% tương ứng. Sự thay đổi VMA sau 500 vòng đầm xoay tương ứng là 1.4% và 0.9%. Thực tế, số liệu thay đổi VMA của BTNC 19 lớn hơn đáng kể so với dự kiến.

Thực tế, sự thay đổi VFA phát sinh là kết quả của sự thay đổi VMA, nó giống với sự thay đổi độ rỗng dư. Tôi muốn các bạn nhớ rằng tôi đưa ra các giả thuyết rằng, VMA sẽ trở nên nhỏ hơn do một số lý do và VMA nhỏ sẽ làm cho tăng VFA, khi VFA tăng lên sẽ gây ra hiện tượng đùn nhựa và chảy nhựa tiếp đến là gây ra hiện tượng hằn lún bánh xe.
Độ rỗng lấp đầy nhựa (VFA) của BTNC 19 là 72.6% nhưng VFA tăng lên đến 82% ngay sau khi chịu tải của phương tiện giao thông. Ngay cả VFA ban đầu là tương đối thấp, nhưng do tính chất của BTNC thì có xu hướng dễ bị lèn ép nên VFA sau khi chịu tải trọng thì tăng cao rất nhanh.
Theo quyết định 858 của Việt nam thì giá trị VFA từ 65% đến 75%, mặc dù VFA của BTNC19 ban đầu tương đối thấp nhưng sau khi chịu tải trọng, VFA tăng rất nhanh và gây ra hiện tượng đùn nhựa. Tỷ lệ tăng VFA của BTNC19 nhanh hơn JPN20 khoảng 2 lần. Có một số việc chúng ta cần xem xét kỹ và xem xét cả các vấn đề cơ bản để giải quyết hiện tượng hằn lún ở Việt Nam. Những chỉnh sửa bên ngoài sẽ không đạt tới giải pháp căn bản và sẽ gây ra một số rủi ro là nứt vỡ và ổ gà có thể sẽ phát sinh nhiều trong tương lai gần.
Dù sao, tôi nghĩ những kết quả thí nghiệm này đại diện cho những hiện tượng thực tế hằn lún tại Việt Nam.
8. Kết Luận.
Liên quan đến quá trình phát triển hằn lún:
- thứ nhất là xuất hiện hiện tượng đùn và chảy nhựa sau khi chịu tải trọng giao thông. Hiện tượng đùn và chảy nhựa ở Việt Nam phát sinh dễ dàng hơn so với ở Nhật Bản
- Thứ 2, tôi nghĩ nguyên nhân là do Độ rỗng cốt liệu (VMA) nhỏ.
- Cuối cùng, tôi nghĩ nguyên nhân độ rỗng cốt liệu (VMA) nhỏ là do dùng sàng loại (Screenings- Đá mạt) như là cốt liệu mịn.
*)Trong bải trình bày của tôi, tôi nghĩ sẽ tốt hơn nếu chúng ta không dùng toàn bộ hoặc một phần sàng loại (Screening- đá mạt) làm cốt liệu mịn. Đây là đề xuất của tôi cho vấn đề hằn lún ở Việt Nam.
Tôi rất vui nếu các bạn có thể tham khảo bài trình bày này và có những nghiên cứu sâu hơn về nguyên nhân và cách chống lại hằn lún vệt bánh xe.